
螺杆冷冻机大修详细步骤(雪隆冷冻内部质量规程)
一.前言
本教程适合于以开启螺杆KA(F)系列,LG系列等及半封螺杆为主要制冷主机,包括压缩机组,冷水机组等。
新安装及售后服务合同涉及机组,新建立维修服务的客户,服务人员都要和客户讲述有关螺杆使用保养常识(见培训教材),涉及单次维修服务的,参见螺杆各部位常见使用寿命及中小修服务常识。见下表。

本教程适用于大修服务。
目前冰山(含被大冷收购的武冷新世界)、冰轮螺杆均采用日本进口轴承,经综合考核,螺杆机组无故障使用时间为3万小时左右,个别存在系统工况恶劣、油泵长期无稳定或者由于系统脏污,造成润滑油不洁净的,建议客户在2.7万小时大修。但累计运行时间不是考核是否大修的唯一指标,符合以下条款,需要拆检并建议客户大修或者检修:
1、空载或者上载运转电流过大(排除电机因素),非油冷原因造成油温上升过快。直观反映运行噪音异常
2、拆除轴封后测量阴、阳转子窜动间隙超过正常值。
3、油泵不良或者保护(油压差,油温度计损坏)机构不良短接使用,油温超过70°长期使用,且使用周期超过2万小时的。
4.其它非正常故障或者突发故障的。
二、螺杆机大修前的准备
机组排氨(氟)
1、协同客户操作人员关闭吸气阀门及主管道阀门(确认阀门不泄露),排气阀门及管道相连阀门,如果不更换润滑油可不关闭油泵进出阀门,油压调节阀。或者根据现场及客户操作人员问询相连接的其它阀门。
2、氨介质需连接接管至水除氨处理后方可排空,从油分排污阀处泄放(换油)或者油分减压阀处泄放(不换油),同时监测关闭的阀门紧闭情况,如遇关闭不严或者其它情况,及时解决。
3、氟机建议把氟液通过系统或者制作连接管送入其它系统,少量可以通过接管引至室外排放,因为氟介质无味,容易密闭空间造成窒息。
4、自制龙门吊或者吊运工具。
5、操作平台或者机修平台。
6、少量开启能量指示机构回油螺栓钠子,油分配主管,轴封回油管,利用腔体残存压力排出机体内残存的润滑油。盘动阳转子,腔体底部润滑油排入油分离器。

三、螺杆机大修附属外围主要内容(根据合同)
1、电机轴承(根据合同或者客户要求确定)
2、联轴器弹片(根据合同或者客户要求确定)
3、油泵及其组件(根据合同或者客户要求确定)
4、油分离器芯子(根据合同或者客户要求确定)
5、润滑油(根据合同或者客户要求确定)
6、两器(蒸发器、冷凝器)清洗(根据合同或者客户要求确定)
7、控制元件及控制阀门(根据合同或者客户要求确定)
8、其它附属。
四、螺杆机的拆装教程
(一)、拆机
1、拆下与螺杆机相连的吸气过滤器法兰螺栓、排气管法兰螺栓、外接全部油管、联轴器、控制箱(根据现场定)地脚螺栓后,将压缩机吊运至附近工作平台。如无平台,可不拆卸吸气法兰,在原有机组平台进行。拆下电机地脚螺栓,同时测量联轴器水平度,记录,为装机调整电机与机体同轴地脚垫片做准备,移开电机至足够维修操作的距离处,注意防止电机下炕。
2、人员分两步进行,一组电机端拆下轴封,并测量磨损程度。一组拆下拆下能量指示器。取下定位销,平行取下油活塞端盖,待排气端拆完后取出油活塞和平衡活塞。自动指示能量位置的要记录位置及开关模式
3、取下定位销,拆下排气端盖。取下轴承压盖、防松螺母、垫片、止推轴承、调整垫。拆卸调整垫时分别记录阴阳转子调整垫的厚度。随时做好标记,分别摆放。
4、搭建小平台,利用原有吊环拆下排气端座,转动并缓慢抽出阳转子、阴转子。配合指示端拆下滑阀及其组件。
5、利用专业工具,敲击取下阴阳转子主轴承后清洁腔体。
(二)、检查
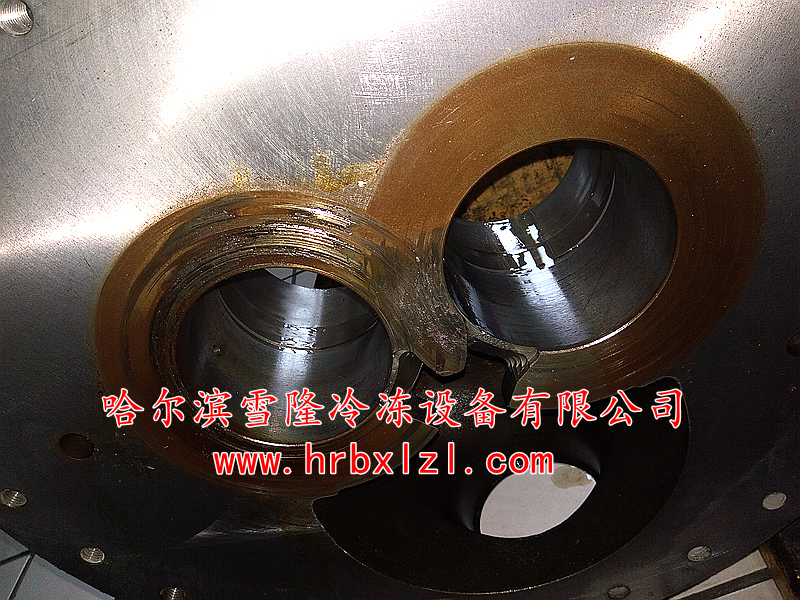
1、检查机体内表面、滑阀表面有无不正常的磨痕,并用内径千分表测量内表面尺寸及圆度。
2、检查阴阳转子啮合面、转子端面与吸排气端座有无磨痕。
3、检查能量指示器有无损坏或卡阻现象。
4、检查油活塞、平衡活塞有无不正常磨损。

(三)、修理
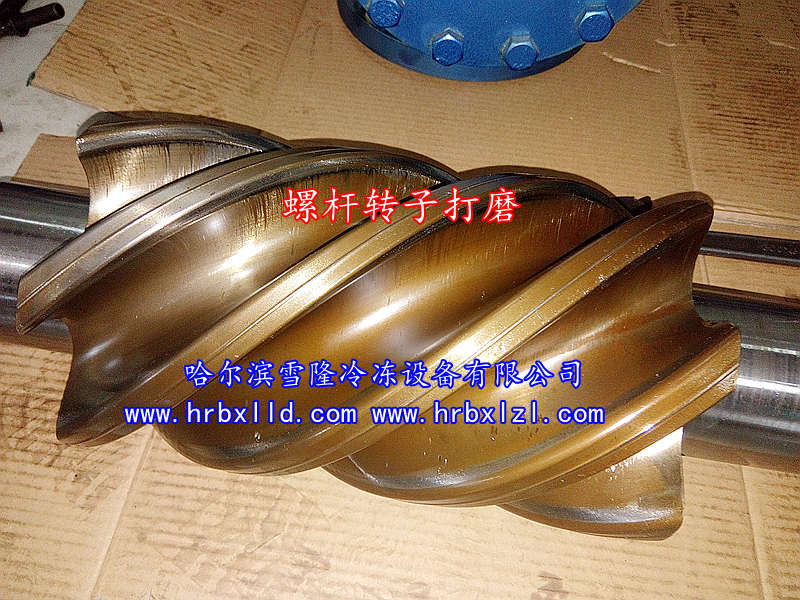
1、对不太严重的磨损及拉毛现象,可用油石磨光或砂纸沾润滑油打磨光滑。转子轴颈和轴封动静环表面不得有任何锈蚀、裂纹等缺陷。主轴颈表面经磨光加工后应仔细测量其尺寸,并以此为依据调整主轴承。
2、将机体两端面、吸排气端座平面上的密封胶清洗干净后用细砂纸轻打磨后汽油洗净。
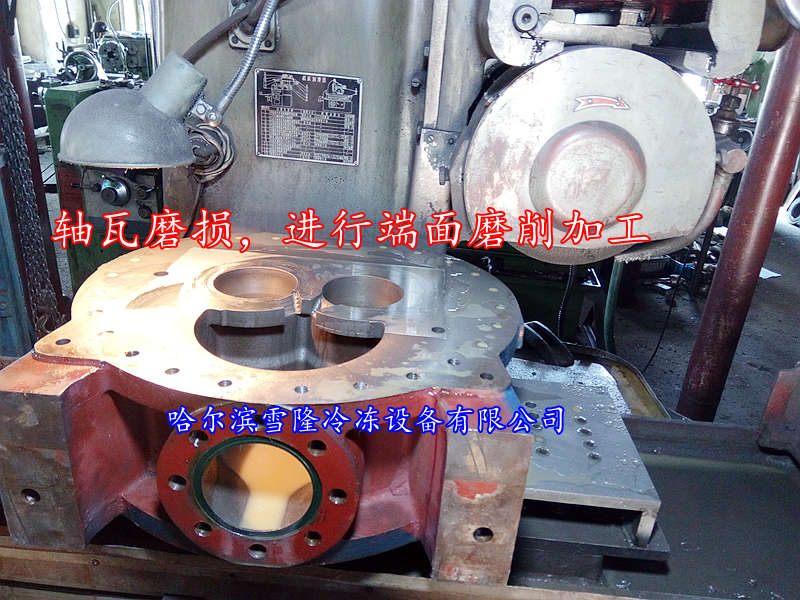
3、其它如主轴承、油活塞套、止推轴承等全部更换新件,个别应急处理可修复使用。
(四)装配
1、将所有零件及腔体用汽油清洗干净,用洁净维修布擦干。
2、主轴承腔喷入冷冻机油后用专用轴承工具将主轴承按原位装入轴承孔内(主轴承提前冷藏箱预冷),安装后待主轴承温度达到常温后并测量轴承内径,使内径符合与转子轴颈配合的间隙要求,如不符合需打磨至符合装配间隙。
3、在吸气端座与机体的贴合面上均匀涂抹机油后放入石棉垫后安装中间体机座。
4、将吸气端座靠在机体吸入端,预先装入卡位螺栓及固定销定位,待完全合体后钉死定位销。
5、喷入冷冻油,安装滑阀并确保前后移位无卡阻后紧固。
6、将主轴承孔喷入冷冻机油,阴阳转子啮合面均匀涂抹冷冻机油后缓慢装入阳转子及阴转子。
7、在排气端座与机体的贴合面上均匀涂抹厌氧密封胶后紧固。
8、将排气端座靠在机体排出端,压入定位销后,将螺栓紧固。装入调整垫片、止推轴承,并用圆螺母及防松锁垫将止推轴承内隔圈固定在转子的轴颈上。止推轴承成对安装,并注意安装方向。
9、装上转子轴承压盖,将止推轴承外隔圈压紧在机体上。找支撑撬动阳转子测量转子排气端面与排气端座之间的间隙。如间隙不在正常范围,应测量调整垫选择合适的调整垫磨床处理或者现场玻璃平面砂纸沾机油研磨至合理厚度或装机,反复调整直至符合轴向间隙后装配。阴转子也重复以上过程直至间隙符合装配间隙标准(可根据压缩机不同工况调整)。
10、装入轴封动环,在动环表面及胶圈涂抹冷冻油。将静环压入轴封压盖,静环表面及静环胶圈也涂抹冷冻油,注意检查静环胶圈与转子的松紧度。
11、装入新油活塞套及平衡活塞,全套密封环全部更换。不断推动滑阀确定滑阀指示是否正常。装能量指示器,注意指针与滑阀位置相对应。
12、安装其它拆卸的部件。
13、不断调整电机垫片,参考拆卸时垫片厚度,选择合适垫片紧固后反复测量机体与电机的同轴度,直至符合要求后紧固电机地脚螺栓。安装联轴器完成机体安装。

(五)试运转
检修后对压缩机组及油分系统用真空泵抽真空。可以利用此流程加油(需要更换润滑油),不需更换润滑油的需要真空操作至-0.09Mpa后打开所有相关阀门,提高整体压力至0.1Mpa后初步试验是否泄露,无泄漏后方可进行试运转。手动启动油泵,检查油泵油压、加载卸载动作、能量指示0,100是否正常,期间不断盘车确保整体润滑和防止润滑油存入机体。减载至0后启动压缩机。调整能量在20-30%待油温升至正常后增加能量,同时检测电流,噪音,有无泄漏等,直至正常。并填写维修质量记录。
哈尔滨雪隆冷冻设备有限公司


技术咨询加微信

扫一扫官方微信








